Creating unidirectional fibre-reinforced tapes with SIM.PLY
To produce these desirable composite materials, the reinforcing fibres must be combined with the thermoplastic material – the so-called matrix. To this end, KARL MAYER Technische Textilien has developed the new SIM.PLY machine, which was launched at the ITMA in Barcelona in 2019. The innovative machine produces thermoplastic fibre-reinforced tapes and uses plastic in the form of films. As part of an inline process, the fibres are spread and impregnated with the plastic film by applying pressure and increasing the temperature. Processing using SIM.PLY is only designed for unidirectional fibre orientation at the moment, i.e. all fibres in the manufactured semi-finished materials lie in the direction of production, producing unidirectional fibre-reinforced (UD) tapes. However, fibre composite structures with multiaxial fibre orientations are in demand for many lightweight construction applications. KARL MAYER Technische Textilien also wants to meet this demand. The company therefore put a project in place offering its customers manufacturing technologies for thermoplastic prepregs made from multiaxial materials and alternative raw materials for the thermoplastic matrix.
Processing multidirectional fibrereinforced structures with COP MAX 5
The COP MAX 5 multiaxial warp knitting machine was used in the project work to produce reinforcing structures with flexible fibre orientations for thermoplastic prepregs. In addition, textile product developers at KARL MAYER Technische Textilien also used commercially available glass fibres which had been given special coatings for this application. Initially, the raw material was homogeneously spread on the UD 700 fibre spreading assembly unit to form 12"-wide fibre tapes; the area weight was approx. 225 g/m². The spreading process homogenises the area weight, thus resulting in constant fibre volume contents in the subsequent thermoplastic fibre composite. In addition, the spread fibres can be impregnated more easily because the polymer flow paths between the individual fibre filaments are shortened, similar to the effects of inline spreading when using SIM.PLY. The spread tape was then fed to a COP MAX 5 – a first in process technology. The multiaxial warp knitting machine is actually designed for using carbon fibres with finite weft insertion. The use of textile glass fibre is now being tested for the first time. Although KARL MAYER Technische Textilien has the COP MAX 4 in its portfolio to process glass, it is not possible to feed spread fibre bands into this model.
Impregnation process with non-woven polypropylene
Another innovation was the polymer combination material for the composite solution, using a non-woven fabric rather than a polymer film, in contrast to SIM.PLY. In cooperation with a non-wovens manufacturer, it was necessary to investigate the suitability of these products as a raw material for the plastic component in thermoplastic fibre composites. The non-woven polymer consisted of a polypropylene (PP) hot-melt non-woven, produced using the melt-blown procedure. The melt-blown technology proved to be favourable for this application because it results in very fine filament diameters and low area weights. PP grades with very low melt viscosities were used to promote the impregnation of the fibres with the polymer: the non-woven fabric is very easy flowing when melted and the individual glass fibres are very well embedded. In general, non-woven polymers offer advantages over their closed film counterparts thanks to their good air permeability, since the air can escape better from the fibre-plastic composite to be produced.
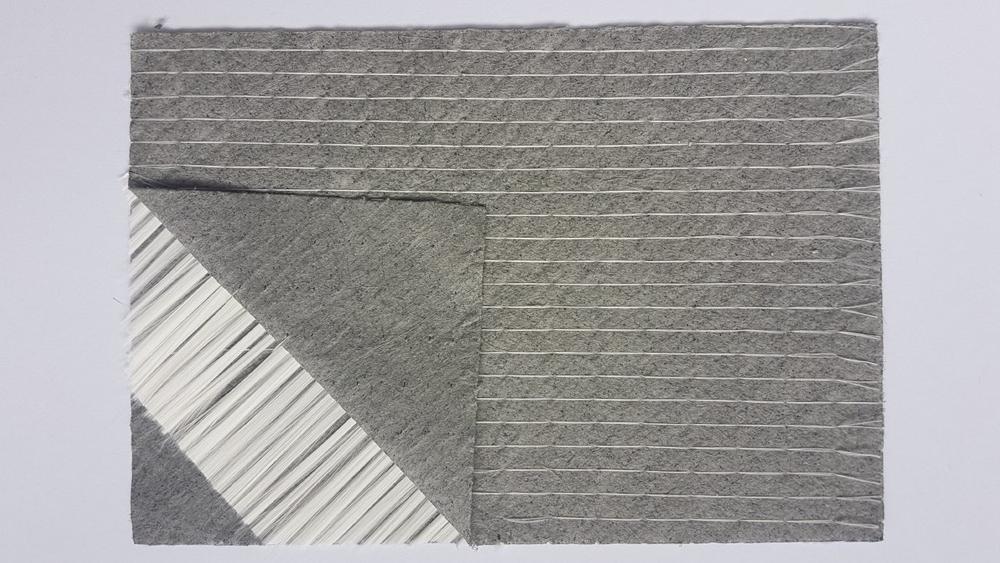
Stitch-bonding and impregnation
The PP non-woven fabric for this project work had an area weight of approx. 45 g/m². The fibre material was fed into the COP MAX 5 as a layer above and below an intermediate layer of spread glass with a fibre orientation of 45° or 60° angles. The individual layers of the sandwich structure were then stitch-bonded. When choosing the right warp knitting yarn, using a classic polyester variant proved favourable, because polyester yarn has a higher melting point than the PP hot-melt non-woven fabric. This means it can withstand the subsequent impregnation process, thus ensuring the fibres are fixed permanently. The angular positions are not shifted while passing through the impregnation section. Initial investigations completed by the project partner in the field of non-woven production yielded positive results.
Next steps
In order to offer customers the most suitable complete solution for their individual requirements, KARL MAYER Technische Textilien is currently working on comparing the various production strategies for thermoplastic prepregs with unidirectional and multiaxial fibre orientation. This is based on the company’s existing portfolio of UD 700, COP MAX 5 and SIM.PLY machines. The focus is on the respective resulting material properties, machine productivity and possible raw material uses. As a result, KARL MAYER Technische Textilien is taking a further step towards becoming a system supplier.
KARL MAYER Holding SE & Co. KG
Industriestraße 1
63179 Obertshausen
Telefon: +49 (6104) 402-0
Telefax: +49 (6104) 402-600
http://www.karlmayer.com
Pressestelle
Telefon: +49 (6104) 402-274
Fax: +49 (6104) 40273274
E-Mail: ulrike.schlenker@karlmayer.com
![]()