Die laseroptische Dickenmessung hat sich an Bandanlagen immer mehr gegen Röntgensysteme durchgesetzt. Bei breiten Bändern und entsprechend großen Schenkellängen des C-Bügels stieß dieses Verfahren jedoch an seine Grenzen: Die mechanischen und thermo-mechanischen Einflüsse auf den Bügel wären so groß, dass sehr häufige Referenzfahrten erforderlich wären.
Deshalb hat nokra für sein neues laseroptisches Dicken-Messsystem „alpha.ti 5.0“ eine aktive Verformungskompensation entwickelt und zum Patent angemeldet. Im Gegensatz zu Systemen, bei denen die Verformung des C-Bügels lediglich minimiert wird, misst nokra im neuen System kontinuierlich den momentanen Abstand der Sensoren auf +/- 0,5 µm genau und verwendet ihn für die automatische Kompensation der Messwerte.
Erste Ergebnisse mit einem System der Nullserie bestätigen, dass es die spezifizierte Messgenauigkeit auch bei ausgeprägten Tag/Nacht-Temperaturzyklen über einen Zeitraum von mehreren Tagen einhält. Das System wird in Kürze im Werk eines Kunden ausführlichen Praxistests unterzogen.
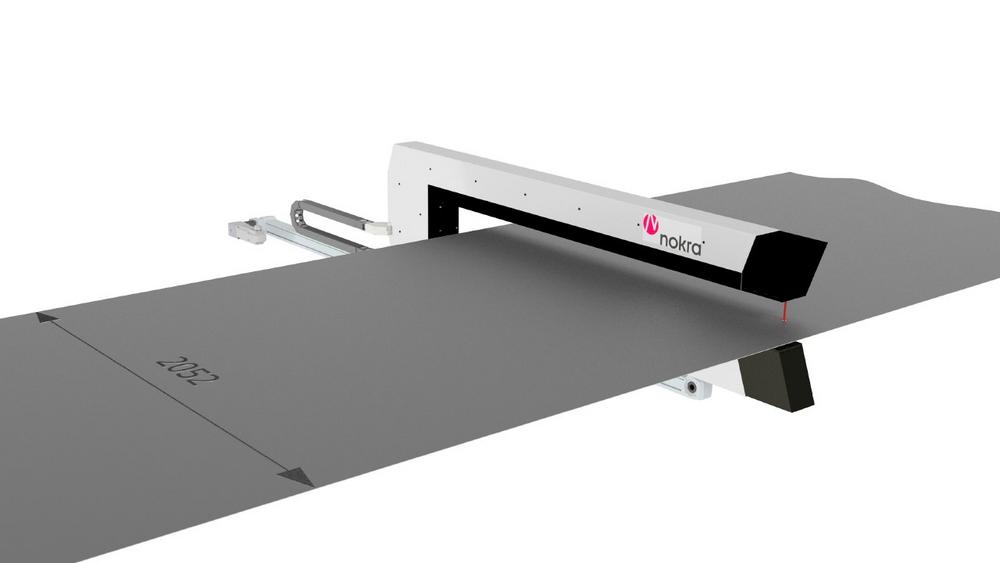
Mit der aktiven Verformungskompensation realisiert nokra als einziger Anbieter optischer Dicken-Messsysteme C-Bügel mit einer Schenkellänge von bis zu 2 m. Die Systeme eignen sich für Schmalband ebenso wie für sehr breite Bänder, bei denen das vollständige Dicken-Querprofil traversierend gemessen wird.
Referenzfahrten brauchen nur noch sehr selten durchgeführt zu werden, zum Beispiel bei der Inbetriebnahme oder geplanten Wartungsstillständen. Dies ist besonders vorteilhaft bei Endlosbändern, zum Beispiel in Conti-Anlagen, denn in Laufrichtung des Bandes gibt es keine ungemessenen, blinden Abschnitte mehr.
Die Technik hinter der laseroptischen Dickenmessung
Bei der laserbasierten Messung wird die Dicke des Bandes aus den Ergebnissen der Abstandsmessung der beiden über und unter dem Band angeordneten Triangulations-Sensoren und dem Abstand der Sensoren berechnet. Dieser spielt neben der Messgenauigkeit der Abstandsmessung der beiden Sensoren eine entscheidende Rolle. Insbesondere Schwankungen der Umgebungstemperatur können zu thermischen Verformungen der Messbügel und somit zu Drift führen. Durch die kontinuierliche Messung des Abstands der Sensoren eliminiert nokra diesen Effekt.
Für die seltenen Referenzfahrten wird eine kleine Referenziereinheit verwendet, die außerhalb des Bandlaufs stationär neben dem C-Bügel angeordnet ist und bei Bedarf in den Strahlengang geschwenkt wird. Sie enthält drei handelsübliche Endmaße. Für den Nachweis der Messmittelfähigkeit, zum Beispiel bei Audits, kann der Kunde die Einheit mit eigenen Endmaßen bestücken.
nokra Optische Prüftechnik und Automation GmbH wurde 1991 als Spin-off der Fraunhofer-Institute für Lasertechnik (ILT) und Produktionstechnologie (IPT) in Aachen gegründet. Als mittelständisches Unternehmen entwickelt, produziert und vertreibt nokra weltweit Lasermesssysteme für die automatische Inline-Prüfung geometrischer Merkmale von Produkten der Metall-, Automobil- und Glasindustrie.
Prüfobjekte sind Walzprodukte in der Stahl-, Aluminium- und Buntmetallindustrie, Großrohre sowie Komponenten von Fahrzeugen, wie Nocken- oder Kurbelwellen, Achsträger und Windschutzscheiben.
nokra Optische Prüftechnik und Automation GmbH
Max-Planck-Straße 12
52499 Baesweiler
Telefon: +49 (2401) 6077-0
Telefax: +49 (2401) 6077-11
http://www.nokra.de
Geschäftsführer
Telefon: +49 (2401) 6077-10
E-Mail: glauven@nokra.de
VIP Kommunikation
Telefon: +49 (241) 89468-55
E-Mail: stein@vip-kommunikation.de
![]()